
In the field of metal processing and manufacturing, laser cutting machines are now developing towards two directions: thinner and thicker materials.
Traditional mechanical processing methods face inherent limitations in processing such materials due to contact stress, tool wear, and minimum size constraints. Laser cutting technology, as a non-contact, high-energy density processing method, has become the mainstream solution for this application scenario. Its core value lies in achieving material separation with minimal heat-affected zone through precisely controlled beam energy.
Fiber laser cutting machines are currently the main equipment for cutting thick iron plates in the market.

◦ Medium-low power (1-3kW): Can cut ≤15mm low-carbon steel plates.
◦ High power (6-20kW+): Can stably cut 30-50mm low-carbon steel, and some equipment can reach 60-100mm through process optimization (but efficiency will be significantly reduced).
Equipment Selection: If cutting mainly involves materials below 20mm, choose a power of 6kW or less; if frequently cutting 20-40mm materials, it is recommended to choose a high-power model of 8-15kW.
Process Testing: For specific materials, conduct parameter tests first to optimize gas type, pressure, and cutting speed.
Auxiliary Measures: Perform surface rust removal and oil coating before thick plate cutting to significantly improve cutting quality and extend lens life.
• Smartphones/Tablets: Stainless steel/aluminum alloy middle frame antenna slots, earpiece meshes, speaker meshes, camera decorative rings.
• Cardiovascular stents: Laser cut stainless steel, cobalt-chromium alloy, and nickel-titanium alloy tubes to form complex grid structures. This is a typical application of ultra-fast lasers.
• Surgical instruments: Precision blade heads, fixtures, and minimally invasive instrument components.
• Medical sensors and implants: Such as metal-encapsulated biosensors.
• Photomasks: Metal light-shielding patterns used in liquid crystal displays.
• Lead frames: Metal carriers for semiconductor chips.
• Micro-Electro-Mechanical Systems (MEMS): Cut and form tiny metal components.
• Fuel injection systems: Micro-holes on fuel injectors.
• Sensor components: Such as ABS toothed rings and pressure sensor diaphragms.
• Power batteries: Cutting of copper/aluminum foil electrode sheets (tab forming).
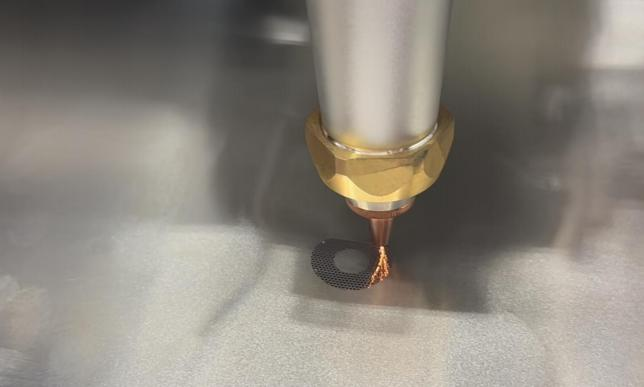
• Precision screens/filters: Used for filtration, acoustics, etc., with pore sizes as small as tens of microns.
• RF components: Waveguides, antennas, etc.
• Challenge: The thinner the material, the more prone it is to warping due to heating or oxidation and yellowing of the cut edge.
• Solution: Use pulsed lasers, optimize parameters to reduce heat input; use a cooling worktable (such as a micro-hole vacuum adsorption table); use protective gases (nitrogen/argon).
• Challenge: Molten material cannot be completely blown away, resulting in slag or tiny "teardrop"-shaped residues on the back surface.
• Solution: Optimize air pressure and nozzle design; use ultra-fast lasers for sublimation/ablation processing; adjust focus position.
• Challenge: Ultra-thin sheets are prone to sagging and shaking due to gravity or airflow.
• Solution: Use a vacuum adsorption worktable to generate uniform adsorption force on the back of the sheet, maintaining absolute flatness and fixation. This is a standard configuration for ultra-thin material processing.
 Tom Jia@163.com
Tom Jia@163.com +86 135 2541 1253
+86 135 2541 1253 No.2 Leipade Industrial Park, Zichuan District, Zibo City, Shandong Province
No.2 Leipade Industrial Park, Zichuan District, Zibo City, Shandong Province






© 2025 Shandong Hoysook Laser Technology Co., Ltd.
 Свяжитесь с нами
Свяжитесь с нами